









球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。
球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。球墨铸铁管管件规格型号不同、壁厚不同。
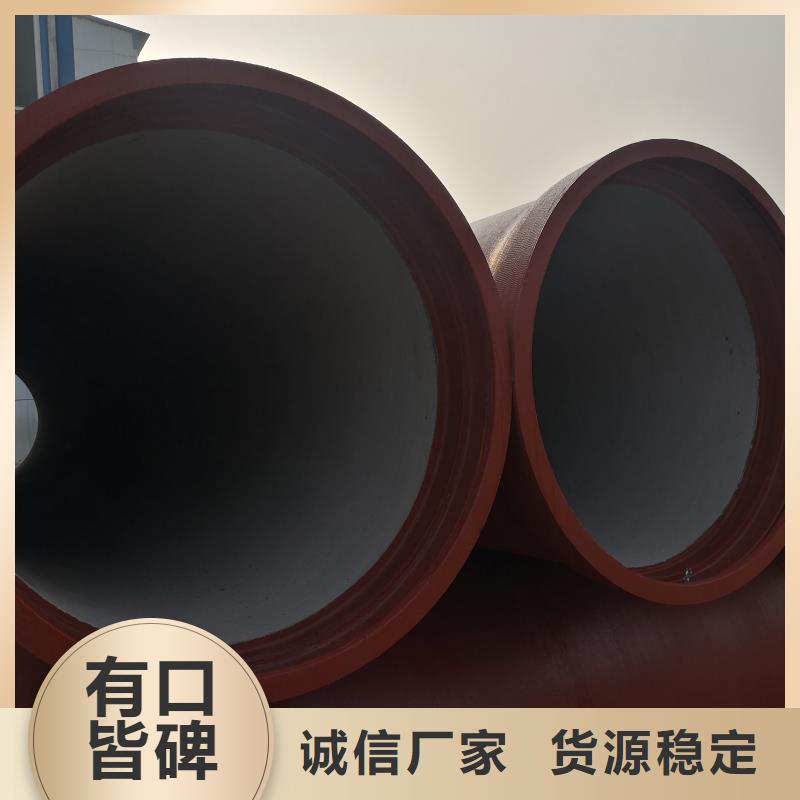
球墨铸铁管在管道允许伸缩量中可以自由伸缩一旦越过其 伸缩量就起到限位确保管道的安全运行。按其制造方法可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管砂型离心铸铁直管:砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。连续铸铁直管:连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。球墨铸铁中碳含量不高,球墨铸铁管的流动性也不好,会导致外表缺点,容易造成缩孔松弛。铸铁排水管的安装规范一般人感觉铸铁管生锈,实践是一种误解,铸铁管中占体积百分比较高的碳是以游离态石墨的形态存在于灰铸铁中的,当表层部分铁被氧化后就堆积下了致密的石墨保护层,阻碍了腐蚀的进一步发展,这是灰铸铁耐腐蚀的原因。

山东聊城格瑞球墨铸铁管在实验压力下10分钟降压不大于0.05 Mpa时则实验合格.在偏转角度较大的管线处,可使用T型承套。与管接口相比,承套允许双倍的偏移角度,并且可将切下的直管拥有利用。使用K型承套可以连接断开的两段管线。
在此背景下,今年前7个月,全国钢铁去产能仅完成全年任务量的47%,大大低于预期。各个省份进度也不一,浙江等4省份率先完成全年任务;河北、球墨铸铁管实验方法。辽宁等8个省份进度在10%-35%之间;10多个省份化解钢铁过剩产能工作尚未实质性启动。其中,全国钢铁产量排名前三的河北、江苏、山东去产能的进度备受关注。李新创指出,“十三五”期间,三个省份合计计划压减粗钢产能8181万吨,占全国压减任务(以1.5亿吨计)的54.5%。因此,这三个省份产能压减进度及完成情况,直接关系到去产能目标任务能否完成。
球墨铸铁管一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。
球墨铸铁铸管件的缺陷如砂眼、气孔、冷隔等,消失模铸件中也会出现,可用保证浇注温度等一般措施加以克服。消失模没有分型面不会发生空腔铸造中所说的跑火现象,它是伴随着塌箱出现的,其危害更大,它会使铁液流入砂箱负压气室或负压管路,严重损坏砂箱或负压系统,要特别注意。
